Application of Rotary Feeders in Pneumatic
Conveying
Rotary feeders, also known as rotary valves or airlocks, play a crucial role in pneumatic conveying systems. They are designed to control the flow of bulk materials from one chamber to another, ensuring a consistent and controlled feed rate. This article explores the applications, benefits, and operational principles of rotary feeders in pneumatic conveying systems.
Introduction to Rotary Feeders
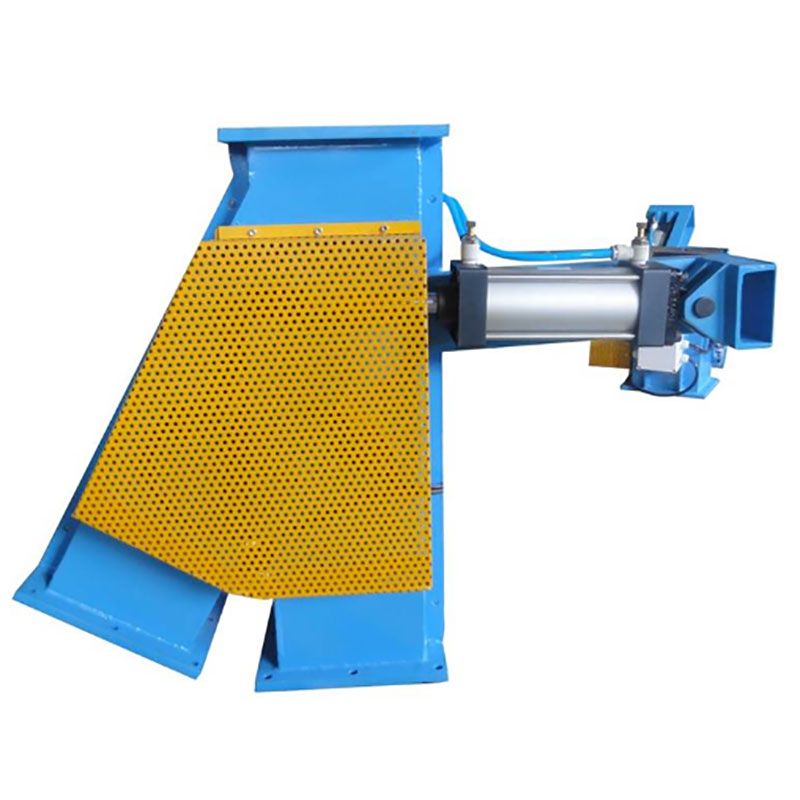
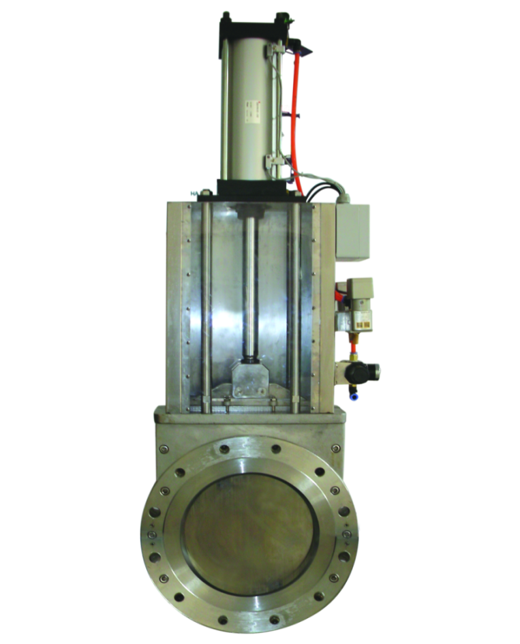
Rotary feeders are mechanical devices with a rotating rotor that moves bulk materials from an inlet to an outlet. The rotor is equipped with blades or vanes that form pockets, allowing materials to be transferred while maintaining an airtight seal. This sealing capability is essential in pneumatic conveying to prevent air leakage and ensure system efficiency.




Applications in Pneumatic Conveying
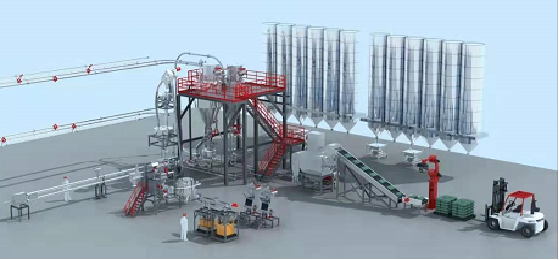
Pneumatic conveying systems transport bulk materials using a stream of air or gas. These systems are widely used in various industries, including food processing, pharmaceuticals, chemicals, and construction materials. Rotary feeders are integral to these systems for several reasons:
1. Controlled Material Flow
Rotary feeders /Rotary valves ensure a steady and controlled flow of materials into the pneumatic conveying system. This is vital for maintaining consistent system pressure and preventing blockages or interruptions in the material flow.
2. Airlock Function
One of the primary functions of a rotary feeder/rotary valve is to act as an airlock. By maintaining a tight seal between different parts of the system, rotary feeders prevent air leakage, which can disrupt the conveying process and reduce efficiency.
3. Versatility
Rotary feeders/rotary valve can handle a wide range of materials, from fine powders to larger granules. This versatility makes them suitable for various industries and applications, including feeding powders into reactors, loading hoppers, and dosing materials in mixing processes.
Benefits of Using Rotary Feeders
The use of rotary feeders in pneumatic conveying systems offers several advantages:
1. Efficiency
By providing a controlled and consistent feed rate, rotary feeders enhance the overall efficiency of the conveying system. This leads to reduced energy consumption and operational costs.
2. Reliability
Rotary feeders are known for their robust construction and durability. They can operate continuously under demanding conditions, ensuring reliable performance with minimal maintenance requirements.
3. Flexibility
The design of rotary feeders allows for easy adjustment of the feed rate and rotor speed, providing flexibility to accommodate different materials and process requirements.
4. Dust Control
Effective sealing by rotary feeders helps to minimize dust emissions, creating a cleaner and safer working environment. This is particularly important in industries where dust control is critical for product quality and worker safety.
Operational Principles
Rotary feeders operate based on a simple yet effective principle. The rotor, fitted with multiple blades, rotates within a housing. As the rotor turns, pockets between the blades fill with material from the inlet. The rotation then moves the material to the outlet, where it is discharged into the pneumatic conveying system. Throughout this process, the tight clearance between the rotor blades and the housing ensures an airtight seal.
Conclusion
Rotary feeders/Rotary valves are indispensable components in pneumatic conveying systems, offering controlled material flow, efficient airlock functionality, and versatility in handling various materials. Their use enhances system efficiency, reliability, and flexibility while contributing to a cleaner working environment. Understanding the role and benefits of rotary feeders can help industries optimize their pneumatic conveying processes and achieve better operational outcomes.